Voici quelques règles simples pour bien concevoir et obtenir le maximum de votre projet 3D!
Index
1. FORMATS DE FICHIERS ACCEPTÉS
2. DIMENSIONS MAXIMALES, TOLÉRANCES GÉNÉRALES et INFILL DES MATÉRIAUX
4. ÉPAISSEURS MINIMALES ET PAROIS FINES
5. TROUS, CANAUX, CAVITÉS ET CONTRE-DÉPOUILLES
6. TEXTES, LOGOS et AUTRES ÉLÉMENTS
7. PIÈCES MASSIVES ET VIDANGES
9. PIÈCES AVEC DES SURFACES LARGES ET FINES (IMPRESSION MJF/MSLA)
10. NOS CONSEILS SUR LE POLYPROPYLENE (PP)
1. FORMATS DE FICHIERS ACCEPTÉS
- .stl, .step, .stp
- uniquement les fichiers qui contiennent des pièces SINGLES, à l'exception des pièces concaténées (chapitre 4) et des pièces multiples en cage (chapitre 8)
2. DIMENSIONS MAXIMALES, TOLÉRANCES GÉNÉRALES et INFILL DES MATÉRIAUX
❗Toutes les tolérances indiquées s'appliquent à l'ensemble de la pièce, y compris à des zones spécifiques telles que les épaisseurs, les trous, les pivots, les entraxes, etc.
|
Matériau |
Dimensions maximales |
Tolérance |
Infill |
|
Nylon PA12 (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.3mm, ± 0.3% per dimensions >100mm |
100% |
|
Nylon PA12 GB 40% (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.4mm, ± 0.4% per dimensions >100mm |
100% |
|
Nylon PA12 White (MJF) Nylon PA11 (MJF) TPU (MJF) |
380x284x380 mm (15×11.2×15 in) |
± 0.5mm, ± 0.5% per dimensions >100mm |
100% |
|
Polypropylène PP (MJF) |
250x250x250 mm (9.8×9.8×9.8 in) |
± 0.6mm, ± 0.6% per dimensions >100mm |
100% |
|
Matériaux FDM |
300x300x400 mm |
± 0.6mm, ± 0.75% per dimensions >100mm |
30% |
|
Matériaux résine MSLA con LSPC |
274x155x400 mm |
± 0.3mm, ± 0.3% per dimensions >100mm |
100% |
La teinte Top Black, disponible parmi nos Finitions (MJF), n'augmente pas les dimensions finales des pièces, car elle est appliquée par un processus d'imprégnation.
Tous les Vernis RAL choisis parmi les Finitions disponibles (MJF) entraînent une augmentation dimensionnelle de l'épaisseur pour environ les valeurs suivantes:
- Peintures brillantes: 100 microns (0,1mm)
- Peintures mattes: 80 microns (0,08mm)
- Peintures métalliques (or et argent): 100 microns (0,1mm)
- Peinture Soft Touch Black: 200 microns (0,2mm)
Attention: les parois d'une épaisseur supérieure à 15mm peuvent subir des déformations hors de la marge de tolérance indiquée. La quantité de matériau présent et l'épaisseur de la section ont une influence directe sur la contrainte thermique et le rétrécissement.
Afin d'éviter ce problème, il est recommandé de vider les zones massives de la pièce ou de construire des structures alvéolaires d'allègement.
Vous pouvez également consulter cette page pour plus d'informations!
3. EMBOÎTEMENTS et JEUX
Pour des informations sur la réalisation de greffes, d'interstices et de pièces emboîtées, merci de consulter la section dédiée, que vous pouvez trouver ici!
4. ÉPAISSEURS MINIMALES ET PAROIS FINES
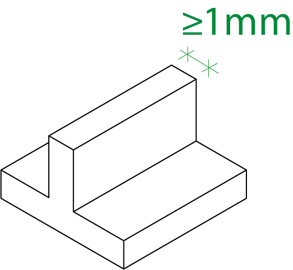
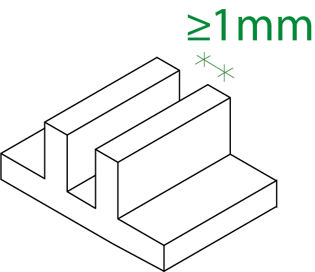
Les technologies MJF et MSLA permettent de traiter des parois très fines, mais pour être sûr de recevoir des pièces de qualité adéquate, les parois doivent avoir une épaisseur d'au moins 1mm.
Certaines pièces qui présentant le profil saillant sur la géométrie principale peuvent présenter le même risque, malgré le respect de l'épaisseur minimale.
Le renforcement de ces pièces peut contribuer à maintenir l'intégrité de la pièce.
Pour la technologie FDM, l'épaisseur minimale garantie est d'au moins 3mm.
Les zones inférieures aux épaisseurs minimales garanties sont généralement imprimables, mais une réalisation parfaite n'est pas garantie, car le comportement de ces épaisseurs n'est pas entièrement prévisible, tant pendant l'impression que pendant le transport.
⚠️ La présence de parois inférieures à la dimension minimale garantie peut parfois entraîner le rejet du fichier lors du processus de validation technique.
La vérification est une responsabilité du client ou du concepteur du fichier. On ne peut donc pas garantir l'intégrité des zones, même si la pièce a été validée.
Lors de la configuration de votre devis dans l’outil de devis, si le fichier que vous avez téléchargé contient une pièce dont les surfaces sont inférieures à l'épaisseur minimale garantie, vous en serez informé par la mention “Points critiques détectée dans le fichier".
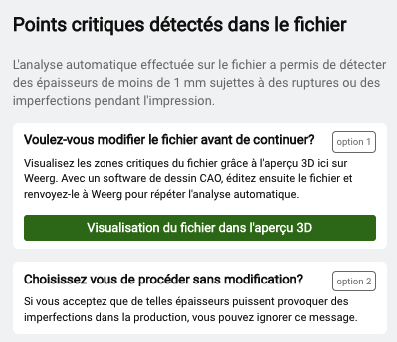
Pour voir les zones affectées par la criticité, vous pouvez prévisualiser le fichier et cocher l'option “Visualisation du fichier dans l'aperçu 3D" ; toutes les zones critiques dues à l'épaisseur seront affichées en rouge et vous pourrez choisir de continuer avec le fichier chargé ou de modifier la géométrie avant de terminer l'achat.
![]()
Vous souhaitez que votre fichier soit vérifié par un expert? Cliquez ici pour en savoir plus!
Lorsque vous configurez votre commande à partir de l’Outil de devis, si vous chargez un objet dont les surfaces sont inférieures à l'épaisseur minimale garantie, vous pouvez choisir entre ces deux options:
5. TROUS, CANAUX, CAVITÉS ET CONTRE-DÉPOUILLES
Les technologies d’impression 3D qu'on fournit, MJF, MSLA et FDM, ne permettent pas le nettoyage complet des zones telles que les trous, les cavités, les canaux et les contre-dépouilles lorsque celles-ci n'offrent pas un accès suffisant pour le nettoyage. Le risque est que ces zones soient obstruées par la poudre, le filament de support ou la résine d'impression, ce qui ne garantit pas l'élimination complète de l'excès de matériau.
💡Voici des conseils pour la conception de votre fichier:
MJF et MSLA: Le diamètre ou l'ouverture minimum recommandé est de 1mm; si la profondeur du trou est trois fois supérieure au diamètre, le nettoyage n'est pas garanti.
❗Pour les trous borgnes, on suggère d'ajouter des trous de service pour permettre le retrait de la poudre; des trous de passage au lieu de trous borgnes peuvent faciliter cette opération.
MSLA et FDM: les cavités internes ou les interstices inaccessibles aux outils d'enlèvement peuvent présenter des traces de structures de support.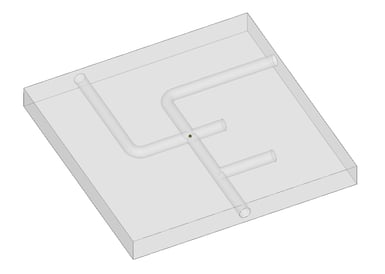
Le client, ou le concepteur du fichier 3D, est responsable du respect des instructions données lors de la conception du fichier.
Si vous avez des doutes, tenez compte du service de "Contrôle du fichier", que vous pouvez demander directement dans la phase de configuration avant de terminer votre commande.
![]()
6. TEXTES, LOGOS et AUTRES ÉLÉMENTS
MJF et MSLA: on recommande de concevoir les textes, logos et autres éléments avec des caractères creux, d'une hauteur et d'une épaisseur d'au moins 1mm, afin d'assurer un nettoyage efficace de la poudre ou de l'excès de résine. Pour les solutions en relief, on recommande également de conserver une hauteur et un écart minimums de 1mm entre les caractères afin d'éviter qu'ils ne se cassent au cours du processus.
FDM: pour les textes en creux et en relief, on recommande de conserver une largeur et une épaisseur de caractères d'au moins 2mm (voir l'image ci-dessous).![]()
Le client, ou le concepteur du fichier 3D, est responsable du respect des instructions données lors de la conception du fichier.
Si vous avez des doutes, tenez compte du service de "Contrôle du fichier", que vous pouvez demander directement dans la phase de configuration avant de terminer votre commande.
![]()
7. PIÈCES MASSIVES ET VIDANGES
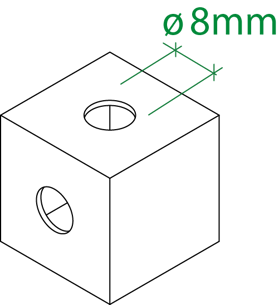
Pour les pièces imprimées avec les technologies MJF et MSLA avec une zone très massive, elles risquent de se déformer ou d'éclater avec de petites bulles en surface à cause des chocs thermiques qui se produisent pendant le processus d'impression.
Pour éviter ce problème, on vous suggère de dessiner au moins 2 trous de 8mm de diamètre sur votre fichier pour permettre à la poudre de construction de s'échapper.
En plus, comme indiqué sur cette page, on vous recommande de ne pas imprimer des pièces solides de plus de 15mm d'épaisseur, mais de les vider en laissant des parois de 3 à 4mm.
Les parois supérieures à 15mm seront automatiquement vidées par nos techniciens lors de la pré-impression.
Pour les matériaux FDM de Remplacement du Métal, on conseille des épaisseurs de pièces inférieures à 5-6mm afin d'éviter les déformations dues au rétrécissement thermique du matériau.
Le respect de cette caractéristique est à la charge du client. On ne peut donc pas garantir que ces zones sont bien nettoyées, même si la pièce a passé la validation.
8. FICHIERS MULTIPART
L'impression de fichiers multipart est normalement déconseillée car elle ne garantit pas un contrôle total du processus d'impression et de finition des pièces.
Si pour l'impression FDM et MSLA, tout fichier multipart sera toujours rejeté et remboursé, pour la technologie d'impression MJF, on peut vous donner quelques précautions de conception à prendre en compte lors de la phase de conception et de commande, afin que vos fichiers téléchargés soient acceptés par les techniciens.
Vous pouvez télécharger un fichier multipart qui contient des petites pièces égales ou différentes (maximum 35*35*35mm pour chaque pièce), à condition qu'elles soient entourées d'une cage de protection, comme le suggèrent les cases vertes: de cette façon, les petites pièces ne seront pas perdues ou égarées lors du nettoyage.
Les fichiers multipart qui contiennent uniquement des liens entre eux (comme dans la case rouge) ne seront pas acceptés afin d'éviter les pertes ou les ruptures.
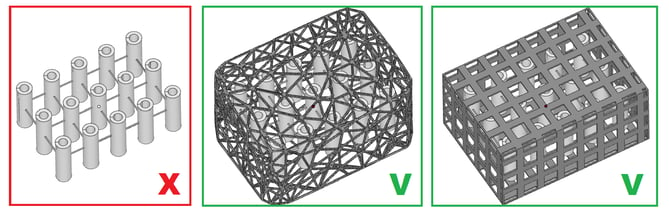
La cage de protection doit avoir une épaisseur d'au moins 1mm et un maillage suffisant pour empêcher les plus petits composants de s'échapper.
Assurez-vous également que les pièces sont séparées les unes des autres et de la cage par une distance d'au moins 3mm.
Les pièces seront fournies dans la cage elle-même telle que dessinée et sont soumises aux règles présentées sur cette page.
Il ne sera pas possible, pour des raisons évidentes, de garantir un nettoyage adéquat, un contrôle de qualité et une éventuelle peinture parmi les finitions disponibles.
9. PIÈCES AVEC DES SURFACES LARGES ET FINES (IMPRESSION MJF/MSLA)
En raison de limitations technologiques, les pièces ayant de grandes surfaces fines et planes sont sujettes à des déformations thermoplastiques (phénomène du warpage).
C'est pourquoi on suggère de ne pas concevoir de pièces fines et grandes, comme une feuille A5 ou plus grande: les contraintes thermiques présentes pendant le processus de production pourraient facilement se manifester par des déformations thermoplastiques, entraînant la courbure ou la torsion de la pièce.
Ce phénomène peut également se produire sur des pièces de grande épaisseur ou densité (>3cm) dont au moins une des dimensions s'étend sur plus de 15cm.
Quels sont nos conseils? Pour les pièces qui présentent de telles caractéristiques, on peut vous donner quelques conseils qui peuvent limiter le risque de déformation, sans toutefois l'éliminer complètement.
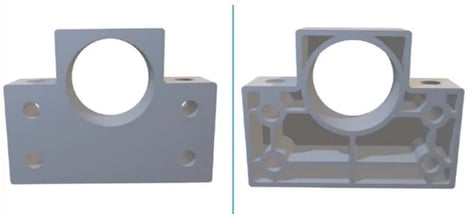
On conseille de réaliser la zone opposée à la portion exposée sous forme déchargée, en vidant presque toute l'épaisseur qui serait autrement pleine, en modelant quelques nervures (unidirectionnelles ou croisées) ou une structure de renforcement réticulaire, en nid d'abeille ou à nervures.
De cette façon, le risque de déformation des pièces réalisées avec la technologie MJF et MSLA est partiellement réduit, tout en apportant plus de flexibilité et de légèreté à la pièce et en réalisant une économie évidente grâce à la réduction du volume imprimé.
❗Toute déformation des pièces imprimées ne peut être remboursée ou retournée car il s'agit d'une limitation technologique qui ne peut être prévue et garantie.
10. NOS CONSEILS SUR LE POLYPROPYLENE (PP)
- Le rapport Volume/Surface totale entre ces deux valeurs ne doit pas dépasser 4 - 5 fois.
Si cette valeur est dépassée, l'impression peut être instable et des problèmes dimensionnels ne peuvent pas être prévus.
Par ailleurs, on peut suggérer d'alléger les zones les plus denses de la pièce en modélisant des poches ou des rainures et d'ajouter une éventuelle structure de renforcement en nid d'abeille ou des nervures, comme vous pouvez le voir dans l'image ci-dessous.
- Le Polypropylène est un matériau ayant un comportement d'impression exceptionnel, c'est pourquoi il est conseillé de choisir ce matériau pour votre projet, surtout si vous avez besoin d'exploiter ses propriétés chimiques ou électriques.
💡 Consultez la page du matériau pour en savoir plus!
- Pour obtenir le meilleur résultat possible de votre impression en Polypropylène, on recommande de limiter la dimension à 100x100x100mm.
- Il est recommandé de maintenir une épaisseur constante sur toute la surface de la pièce. Cela permettra au matériau de se comporter de façon uniforme tout au long du processus d'impression et de refroidissement, en limitant les déformations causées par les contraintes thermiques différentielles.
- Afin de recevoir une pièce avec des trous et des interstices totalement exempts de poudre d'impression, modélisez des diamètres supérieurs à 3-4mm sur votre fichier.
L'occlusion partielle ou totale des trous sur des diamètres inférieurs peut se produire en raison d'une limitation technologique du matériau lui-même.