Einfache und leicht verständliche Regeln für ein gutes Design und das beste Ergebnis für Ihr 3D-Projekt!
Index
1. AKZEPTIERTE DATEIFORMATE
2. MAXIMALE ABMESSUNGEN, ALLGEMEINE TOLERANZEN UND MATERIALFÜLLUNG
3. INPUTS und SPIELE
4. MINDESTDICKE UND DÜNNE WÄNDE
5. BOHRUNGEN, KANÄLE, LÜCKE UND HINTERSCHNEIDUNGEN
6. TEXTE, LOGOS und ANDERE EINRICHTUNGEN
7. MASSIVE TEILE und LÜCKE
8. MEHRTEILIGE DATEIEN
9. TEILE MIT GROSSEN UND DÜNNEN FLÄCHEN (MJF/MSLA-DRUCK)
10. UNSERE TIPPS ZU POLYPROPYLEN (PP)
1. AKZEPTIERTE DATEIFORMATE
- STL, STEP, STP
- nur Dateien mit EINZELNEN Teilen, außer verketteten Teilen (Kapitel 4) und mehrteiligen Käfigteilen (Kapitel 8)
2. MAXIMALE ABMESSUNGEN, ALLGEMEINE TOLERANZEN UND MATERIALFÜLLUNG
❗Alle aufgeführten Toleranzen sind auf das gesamte Teil anzuwenden, einschließlich bestimmter Bereiche wie Dicken, Bohrungen, Zapfen, Achsabstände usw.
| Material | Max. Dim. | Tolerance | Infill |
| Nylon PA12 (MJF) | 380x284x380 mm (15×11.2×15 in) | ± 0.3mm, ± 0.3% dimensions >100mm | 100% |
| Nylon PA12 Glass Beads 40% (MJF) | 380x284x380 mm (15×11.2×15 in) |
± 0.4mm, ± 0.4% dimensions >100mm |
100% |
|
Nylon PA12 White (MJF) Nylon PA11 (MJF) TPU (MJF) |
380x284x380 mm (15×11.2×15 in) | ± 0.5mm, ± 0.5% dimensions >100mm | 100% |
|
Polypropylene PP (MJF) |
250x250x250 mm (9.8×9.8×9.8 in) |
± 0.6mm, ± 0.6% dimensions >100mm | 100% |
| FDM Materials | 300x300x400 mm (11.8x11.8x15.7in) |
± 0.6mm, ± 0.75% dimensions >100mm |
30% |
| MSLA Resin Materials with LSPC | 274x155x400 mm (10.8x6.1x15.7in) |
± 0.3mm, ± 0.3% dimensions >100mm | 100% |
Achtung! Bei Wänden mit einer Dicke von mehr als 15 mm kann es zu Verformungen außerhalb des angegebenen Toleranzbereichs kommen. Die Menge des Materials im Profil und seine Dicke beeinflussen direkt die thermischen Spannungen und die Schrumpfung.
Um dieses Problem zu vermeiden, empfiehlt es sich, massive Bereiche des Teils zu entleeren oder wabenförmige Entlastungsstrukturen zu bauen.
Weitere Informationen finden Sie auch auf dieser Seite!
Die Top Black-Farbe, die unter unseren Oberflächen (MJF) erhältlich ist, erhöht nicht die Endabmessungen der Teile, da sie durch ein Imprägnierverfahren hergestellt wird.
Alle RAL-Beschichtungen, die aus den verfügbaren Oberflächen (MJF) ausgewählt werden, führen zu einer Erhöhung der Dicke für die folgenden Werte:
Glanzlackierungen: 100 Mikrometer (0,1 mm)
Matte Lackierungen: 80 Mikrometer (0,08 mm)
Metallische Lackierungen (Gold und Silber): 100 Mikrometer (0,1 mm)
Schwarze Lackierung mit weicher Oberfläche: 200 Mikrometer (0,2 mm)
3. INPUTS und SPIELE
Für Hinweise zur Gestaltung von Verbindungen, Fugen und ineinandergreifenden Teilen konsultieren Sie bitte den entsprechenden Abschnitt, den Sie hier finden können!
4. MINDESTDICKE UND DÜNNE WÄNDE
- MJF und MSLA
- FDM
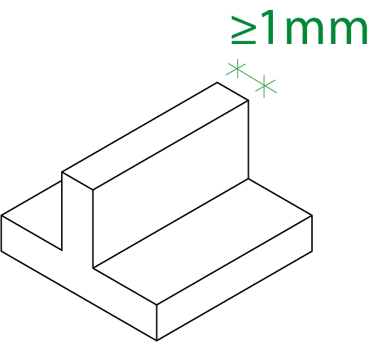
MJF- und MSLA-Technologien können mit sehr dünnen Wänden umgehen, aber um sicher zu sein, dass die Teile eine angemessene Qualität aufweisen, müssen die Wände mindestens 1 mm dick sein.
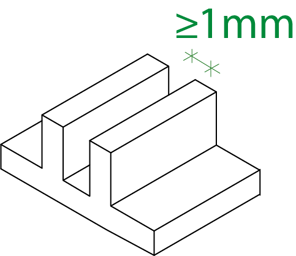
Bei einigen Teilen mit einem vorspringenden Profil an der Hauptgeometrie kann trotz Einhaltung der Mindestdicke das gleiche Risiko bestehen.
Eine Verstärkung dieser Teile kann dazu beitragen, die Integrität des Bauteils zu erhalten.
Bei der FDM-Technologie beträgt die garantierte Mindestdicke mindestens 3 mm.
Bereiche unterhalb der garantierten Mindestdicke sind in der Regel druckbar, eine perfekte Umsetzung ist jedoch nicht garantiert. Dies liegt an dem nicht ganz vorhersehbaren Verhalten dieser Dicken sowohl beim Druck als auch beim Versand.
⚠️ Das Vorkommen von Wänden unterhalb des garantierten Mindestmaßes kann manchmal dazu führen, dass die Datei während des technischen Prüfungsprozesses abgelehnt wird.
Die Verantwortung für die Einhaltung der Vorschriften liegt beim Kunden bzw. dem Designer der Datei, so dass wir die Integrität der Teile nicht garantieren können, selbst wenn das Teil die Validierung bestanden hat.
Wenn Sie bei der Erstellung Ihres Angebots auf der Angebotsseite eine Datei hochladen, die ein Teil mit einer Fläche enthält, die unter der von uns garantierten Mindeststärke liegt, werden Sie mit der Meldung " In der Datei wurden kritische Probleme gefunden" darauf hingewiesen.
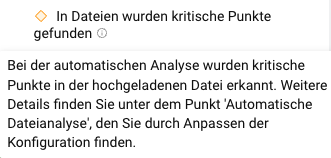
Um die betroffenen Bereiche zu überprüfen, können Sie die Datei in der Vorschau anzeigen und dann die Option "Visualizza pareti sottili" markieren; kritische Bereiche aufgrund der Dicke werden rot angezeigt, und Sie können wählen, ob Sie mit der hochgeladenen Datei fortfahren oder die Geometrie vor Abschluss des Kaufs ändern möchten.
![]()
Möchten Sie, dass Ihre Datei von einem Experten überprüft wird? Klicken Sie hier und erfahren Sie mehr!
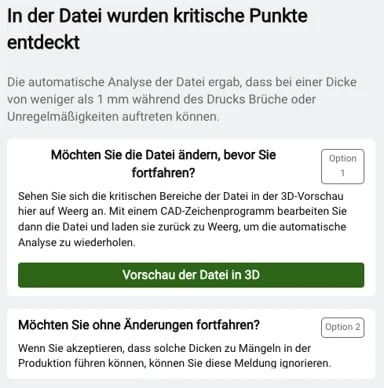
Wenn Sie beim Konfigurieren Ihrer Bestellung über das Angebotstool ein Objekt hochladen, dessen Flächen kleiner sind als die garantierte Mindeststärke, können Sie zwischen diesen beiden Optionen wählen, wie Sie vorgehen möchten:
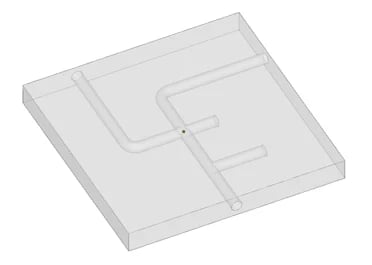
5. BOHRUNGEN, KANÄLE, LÜCKE UND HINTERSCHNEIDUNGEN
Die von uns angebotenen 3D-Drucktechnologien MJF, MSLA und FDM erlauben keine vollständige Reinigung von Bereichen wie Bohrungen, Hohlräumen, Kanälen, Spalten und Hinterschneidungen, wenn diese keinen ausreichenden Zugang für die Reinigung bieten; es besteht die Gefahr, dass diese durch Staub, Stützfilament oder Druckharz verstopft werden, was eine vollständige Entfernung des überschüssigen Materials nicht garantiert.
💡Hier sind einige Tipps für die Erstellung Ihrer Datei:
MJF und MSLA: Der empfohlene Mindestdurchmesser bzw. die Mindestöffnung beträgt 1 mm; ist die Bohrungstiefe dreimal so groß wie der Durchmesser, ist die Reinigung nicht gewährleistet.
❗ Bei Sacklöchern empfehlen wir, Wartungslöcher einzubauen, um den Baustaub zu entfernen; Durchgangslöcher anstelle von Sacklöchern können dies erleichtern.
MSLA und FDM: Innere Hohlräume oder Lücken, die von den Entnahmewerkzeugen nicht erreicht werden können, können Reste von Stützstrukturen aufweisen.
Es liegt in der Verantwortung des Kunden bzw. des Designers der 3D-Datei, die hier gegebenen Anweisungen zu befolgen.
Im Zweifelsfall berücksichtigen Sie bitte die Option "Dateiprüfung", die Sie direkt in der Konfigurationsphase vor Abschluss Ihrer Bestellung anfordern können.
6. TEXTE, LOGOS und ANDERE EINRICHTUNGEN
MJF und MSLA: Wir empfehlen die Gestaltung von Texten, Logos und anderen Elementen mit Hohlbuchstaben mit einer Höhe und Dicke von mindestens 1 mm, um eine effiziente Reinigung von Staub oder überschüssigem Harz zu gewährleisten. Für geprägte Formen empfehlen wir ebenfalls eine Mindesthöhe von 1 mm und einen Mindestabstand zwischen den Zeichen, um ein Brechen während der Verarbeitung zu vermeiden.
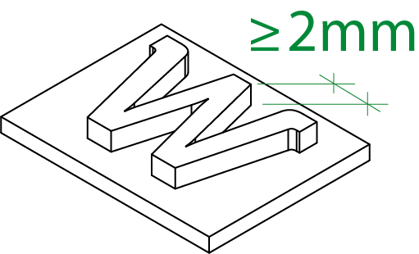
FDM: Sowohl für hohle als auch für geprägte Texte empfehlen wir, eine Zeichenbreite und -stärke von mindestens 2 mm einzuhalten (siehe Bild unten).
Es liegt in der Verantwortung des Kunden bzw. des Designers der 3D-Datei, die hier gegebenen Anweisungen zu befolgen.
Im Zweifelsfall berücksichtigen Sie bitte die Option "Dateiprüfung", die Sie direkt in der Konfigurationsphase vor Abschluss Ihrer Bestellung anfordern können.
7. MASSIVE TEILE und LÜCKE
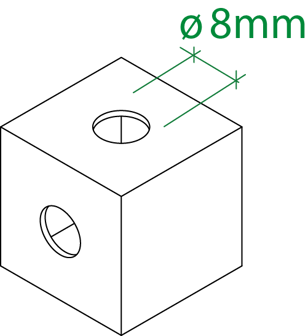
Bei Teilen, die mit MJF- und MSLA-Technologien gedruckt werden und eine sehr große Fläche aufweisen, besteht die Gefahr, dass sie sich verformen oder aufgrund der Wärmeschocks, die während des Druckvorgangs auftreten, mit kleinen Blasen auf der Oberfläche platzen.
Um dieses Problem zu vermeiden, empfehlen wir Ihnen, mindestens 2 Löcher mit einem Durchmesser von 8 mm in Ihre Datei zu zeichnen, damit das Baupulver austreten kann.
Außerdem empfehlen wir Ihnen, wie auf dieser Seite angegeben, keine massiven Teile mit einer Dicke von mehr als 15 mm zu drucken, sondern sie so zu entleeren, dass Wände von 3-4 mm übrig bleiben.
Wände mit einer Dicke von mehr als 15 mm werden von unseren Technikern während des Vordrucks automatisch entleert.
Für Metallersatz-FDM-Materialien empfehlen wir eine Bauteilsdicke von weniger als 5-6 mm, um Verformungen aufgrund der thermischen Schrumpfung des Materials zu vermeiden.
Die Einhaltung dieser Eigenschaft liegt in der Verantwortung des Kunden, so dass wir die Reinigung dieser Bereiche nicht garantieren können, auch wenn das Teil die Validierung bestanden hat.
8. MEHRTEILIGE DATEIEN
Der Druck von mehrteiligen Dateien wird normalerweise nicht empfohlen, da dies keine vollständige Kontrolle über den Druck- und Endbearbeitungsprozess der Teile gewährleistet.
Während beim FDM- und MSLA-Druck mehrteilige Dateien immer abgelehnt und zurückerstattet werden, können wir Ihnen für die MJF-Drucktechnologie einige Designhinweise geben, die Sie bei der Gestaltung und Bestellung beachten sollten, damit Ihre hochgeladenen Dateien von den Technikern akzeptiert werden.
Sie können eine mehrteilige Datei hochladen, die gleiche oder verschiedene Teile mit kleinen Abmessungen enthält (maximal 35*35*35mm für jedes Teil), solange diese von einem Käfig umgeben sind, wie in den grünen Kästchen vorgeschlagen: auf diese Weise gehen kleine Teile bei Reinigungsarbeiten nicht verloren oder werden verlegt.
Mehrteilige Dateien, die nur Verbindungen zwischen ihnen aufweisen (wie im roten Kasten), werden nicht mehr akzeptiert, um Verlust oder Bruch zu vermeiden.
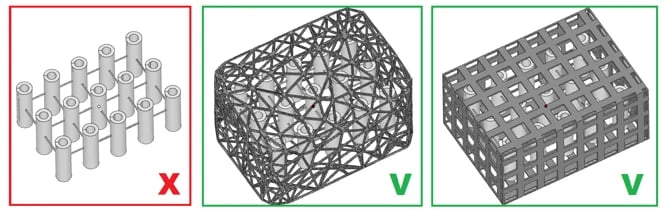
Der Käfig muss mindestens 1 mm dick sein und eine ausreichende Maschenweite haben, damit die kleinsten Teile nicht entweichen können.
Achten Sie außerdem auf einen ausreichenden Abstand von mindestens 3 mm zwischen den Teilen untereinander und dem Käfig.
Die Teile werden im Käfig selbst geliefert, wie sie gezeichnet sind, und unterliegen den auf dieser Seite aufgeführten Anweisungen.
❗Aus offensichtlichen Gründen ist es nicht möglich, eine ordnungsgemäße Reinigung, Qualitätskontrolle und mögliche Lackierung unter den verfügbaren Oberflächen zu garantieren.
9. TEILE MIT GROSSEN UND DÜNNEN FLÄCHEN (MJF/MSLA-DRUCK)
Aufgrund technologischer Beschränkungen unterliegen Teile mit großen, dünnen und ebenen Oberflächen einer thermoplastischen Verformung ("Warpage"-Phänomen).
Aus diesem Grund empfehlen wir Ihnen, keine dünnen, großen Teile zu entwerfen, wie z. B. ein A5-Blatt oder größer: Die im Produktionsprozess auftretenden thermischen Spannungen können sich leicht in einer thermoplastischen Verformung äußern, die zu einer Krümmung oder Verdrehung des Teils führt.
Dies kann auch bei Teilen mit großer Dicke oder Dichte (>3 cm) auftreten, bei denen mindestens eine der Abmessungen mehr als 15 cm beträgt.
Was ist unser Tipp? Für Teile mit solchen Merkmalen können wir Ihnen einige Ratschläge geben, die das Risiko einer Verformung einschränken, aber nicht völlig ausschließen können.
Wir schlagen vor, den Bereich auf der gegenüberliegenden Seite des freiliegenden Teils in unbelasteter Form zu gestalten, indem Sie die sonst gefüllte Dicke fast vollständig entleeren und Rippen (einseitig oder gekreuzt) oder eine netzartige, wabenförmige oder rippenförmige Verstärkungsstruktur modellieren.
Auf diese Weise wird das mögliche Auftreten von Verzug bei Teilen, die mit der MJF- und MSLA-Technologie geformt werden, teilweise reduziert, während gleichzeitig eine größere Flexibilität und Leichtigkeit des Teils sowie eine offensichtliche Kosteneinsparung aufgrund der Verringerung des tatsächlichen Formvolumens erzielt werden.
❗Jeglicher “Warpage" der gedruckten Teile kann nicht erstattet oder zurückgegeben werden, da es sich um eine technologische Einschränkung handelt, die nicht vorhersehbar und garantiert ist.
10. UNSERE TIPPS ZU POLYPROPYLEN (PP)
- Das Verhältnis Volumen/Gesamtfläche zwischen diesen beiden Werten darf das 4-5fache nicht überschreiten.
Wenn dieser Wert überschritten wird, kann der Druck instabil sein und eventuelle Probleme mit den Abmessungen können nicht vorhergesagt werden.
Darüber hinaus empfehlen wir Ihnen, die dichtesten Bereiche des Teils durch das Modellieren von Taschen oder Rillen aufzuhellen und eine mögliche wabenförmige Verstärkungsstruktur oder Rippen hinzuzufügen, wie in der Abbildung unten zu sehen ist.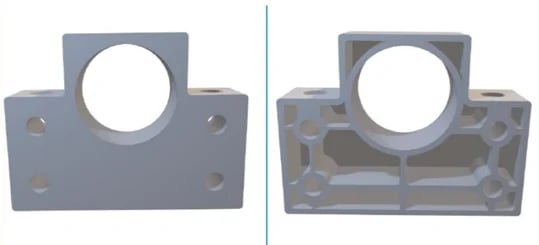
- Polypropylen ist ein Material mit einem besonderen Druckverhalten. Aus diesem Grund empfehlen wir Ihnen, dieses Material für Ihr Projekt zu wählen, insbesondere wenn Sie seine chemischen oder elektrischen Eigenschaften ausnutzen wollen.
💡Werfen Sie einen Blick auf die Materialseite, um mehr zu erfahren!
- Um das bestmögliche Ergebnis beim Drucken auf Polypropylen zu erzielen, empfehlen wir, die Größe auf 100x100x100mm zu begrenzen.
- Wir empfehlen Ihnen, eine konstante Dicke über die gesamte Oberfläche des Teils beizubehalten. Dies trägt dazu bei, dass sich das Material während des gesamten Druck- und Abkühlungsprozesses gleichmäßig verhält und Verformungen durch unterschiedliche thermische Spannungen vermieden werden.
- Um ein Teil mit Löchern und Spalten zu erhalten, die völlig frei von Druckpulver sind, modellieren Sie in Ihrer Datei Durchmesser von mehr als 3-4 mm.
Bei kleineren Durchmessern kann es zu einer teilweisen oder vollständigen Verdeckung der Löcher kommen, was eine technologische Einschränkung des Materials selbst darstellt.
Vielleicht interessiert Sie auch Folgendes:
Wie kann ich mit Ihnen Kontakt aufnehmen?
Welche 3D-Drucktechnologien verwenden Sie?